 凡進行過硬質(zhì)合金“線(xiàn)切割”加工(gōng)的人都會有(yǒu)一種體(tǐ)會,甚至在切割過程中(zhōng)都産(chǎn)生過擔心,很(hěn)怕硬質(zhì)合金(特别是大塊硬質(zhì)合金)産(chǎn)生崩裂。産(chǎn)生這種現象的根本原因就是硬質(zhì)合金“内能(néng)”的不均勻,短時間局部釋放造的。為(wèi)避免或盡量避免“崩裂現象”的發生,需要生産(chǎn)者和使用(yòng)者雙方的理(lǐ)解、配合和協調,西迪小(xiǎo)編建議如下:
凡進行過硬質(zhì)合金“線(xiàn)切割”加工(gōng)的人都會有(yǒu)一種體(tǐ)會,甚至在切割過程中(zhōng)都産(chǎn)生過擔心,很(hěn)怕硬質(zhì)合金(特别是大塊硬質(zhì)合金)産(chǎn)生崩裂。産(chǎn)生這種現象的根本原因就是硬質(zhì)合金“内能(néng)”的不均勻,短時間局部釋放造的。為(wèi)避免或盡量避免“崩裂現象”的發生,需要生産(chǎn)者和使用(yòng)者雙方的理(lǐ)解、配合和協調,西迪小(xiǎo)編建議如下:
1、作(zuò)為(wèi)硬質(zhì)合金的生産(chǎn)者應根據硬質(zhì)合金熱導率低,集聚的能(néng)量(内應力)在短時間内難以釋放的特性,在燒結大塊硬質(zhì)合金和事後需要進行線(xiàn)切割加工(gōng)硬質(zhì)合金時,應在允許的技(jì )術範圍内盡量放慢升溫和冷卻速度,盡量延長(cháng)高溫的保溫時間。
2、要主動規避風險,盡量避免急訂貨,立即切割的現象,要讓硬質(zhì)合制品在露天或室内地面進行自然時效一段時間,建議1~2個月。
3、線(xiàn)切割前應先把硬質(zhì)合金制品的大平面或大圓柱面進行粗磨,再放幾天進行切割;如能(néng)在自然時效前進行粗磨就更加穩妥。
4、有(yǒu)條件的單位也可(kě)以對硬質(zhì)合金進行冷處理(lǐ)(0℃~10℃)24小(xiǎo)時後再進行線(xiàn)切割。
總之,要點就是要在切割硬質(zhì)合金前盡量将其内部的能(néng)量均勻地釋放至最少,不讓其形成破壞力。
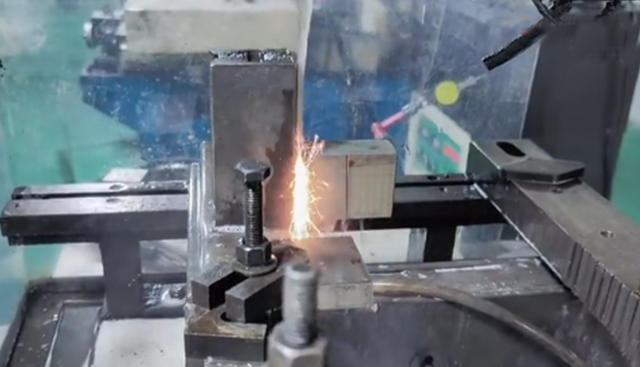
西迪技(jì )術股份有(yǒu)限公(gōng)司擁有(yǒu)幾十餘台電(diàn)火花(huā)加工(gōng)設備,包括慢走絲切割,精(jīng)密中(zhōng)走絲、高精(jīng)密電(diàn)火花(huā)、快速穿孔等設備,能(néng)夠滿足硬質(zhì)合金精(jīng)密配合件、上下異形件、齒輪斜齒輪等工(gōng)件的切割,有(yǒu)專門的電(diàn)火花(huā)生産(chǎn)車(chē)間進行硬質(zhì)合金電(diàn)火花(huā)加工(gōng),滿足客戶對産(chǎn)品特殊加工(gōng)的需求。
産(chǎn)品/新(xīn)技(jì )術")
合金")
")

密加工(gōng)")


術股份有(yǒu)限公(gōng)司")